É um costume muito enraizado a utilização de limites de especificação ao invés de limites de controle para o monitoramento de processos.
Este costume pode gera acomodação, aumenta o custo da qualidade (ou “não qualidade”) e dá uma visão falsa “que estamos trabalhando ativamente para o controle” do processo.
Mas, afinal, o que são limites de especificação e limites de controle?
Os Limites de Especificação são os limites de “engenharia”, popularmente chamado de “Voz do Cliente”. Geralmente é o quanto o processo deve medir (mínimo/máximo) ou variar independente de onde ele foi produzido ou analisado. Ou seja, é uma exigência ou uma necessidade “externa” ao processo.
Enquanto os Limites de Controle são determinados pelo próprio processo na definição da fase I (coleta prévia de dados com o processo operando sob controle), ou seja, os limites de controle são calculados sobre o próprio processo em operação.
Em processos analíticos, as definições normativas de precisão ou variabilidade, são referências análogas aos limites de especificação, pois são exigências ou necessidades atribuídas ao mercado geoquímico.
Desta forma, estudos de capacidade podem ser realizados de forma a avaliar se os limites de controle de um determinado processo estão operando conforme aos limites de especificação.
Como podemos definir o índice de capacidade de um processo?
Processos estáveis (sob controle) também podem apresentar resultados não conformes. Portanto, não é “suficiente” manter o processo sob controle.
Deve ser avaliado se o processo é capaz de atender às especificações estabelecidas pelos clientes.
Desta forma, foram definidos cálculos para os índices de capacidade de forma a mensurar se o processo é capaz ou não de produzir itens ou resultados de acordo com as especificações estabelecidas.
Um dos índices de capacidade amplamente utilizados em controle de processos univariados é o _C_pk de Kane [1986], definido por:
onde σ, LSE e LIE representam respectivamente o desvio-padrão do processo e os limites superior e inferior de especificação da característica de qualidade avaliada e μ é a média desta característica de qualidade
O índice _C_pk permite avaliar se o processo está sendo capaz de atingir o valor nominal da média de especificação. Adotando k = 3, para um nível de confiança igual a 99,73%.
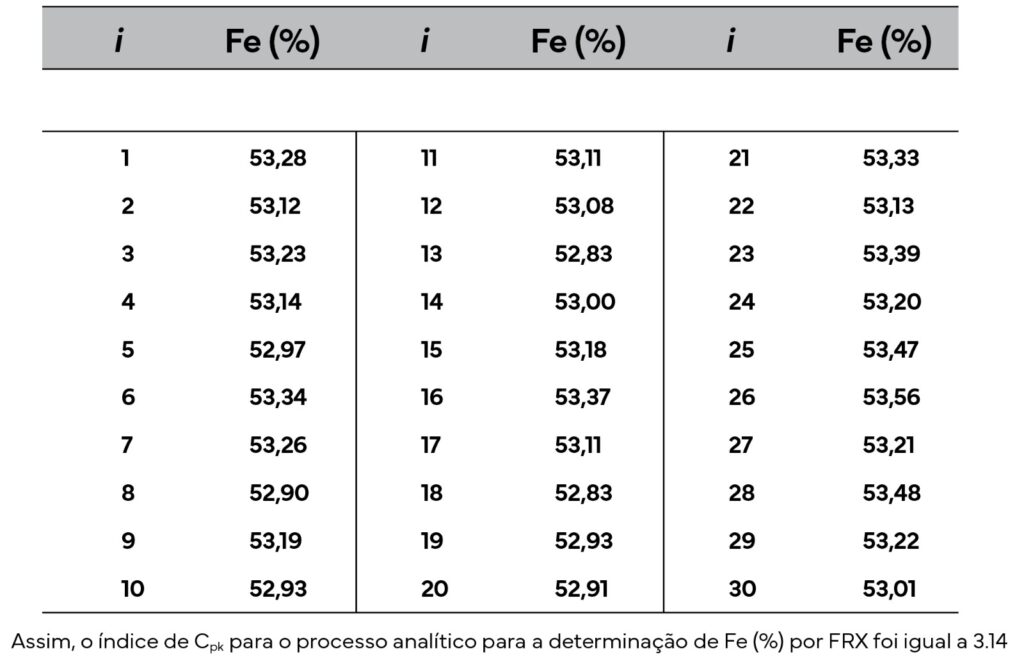
Desta forma, tomando como exemplo análises reais de minério de Ferro para o elemento Ferro (Fe%) por fusão e quantificação por espectrometria de fluorescência de raios X (FRX) para uma amostra com teor de Fe = 53 % e considerando um limite de especificação de ± 2 % sobre o resultado, ou seja, LIE = 51 % e LSE = 55 %, sendo a Tabela 1 n = 30 resultados de análise para esta amostra:
Tabela 1: Resultados de análise por FRX para uma amostra de minério de ferro com Fe = 53 %.
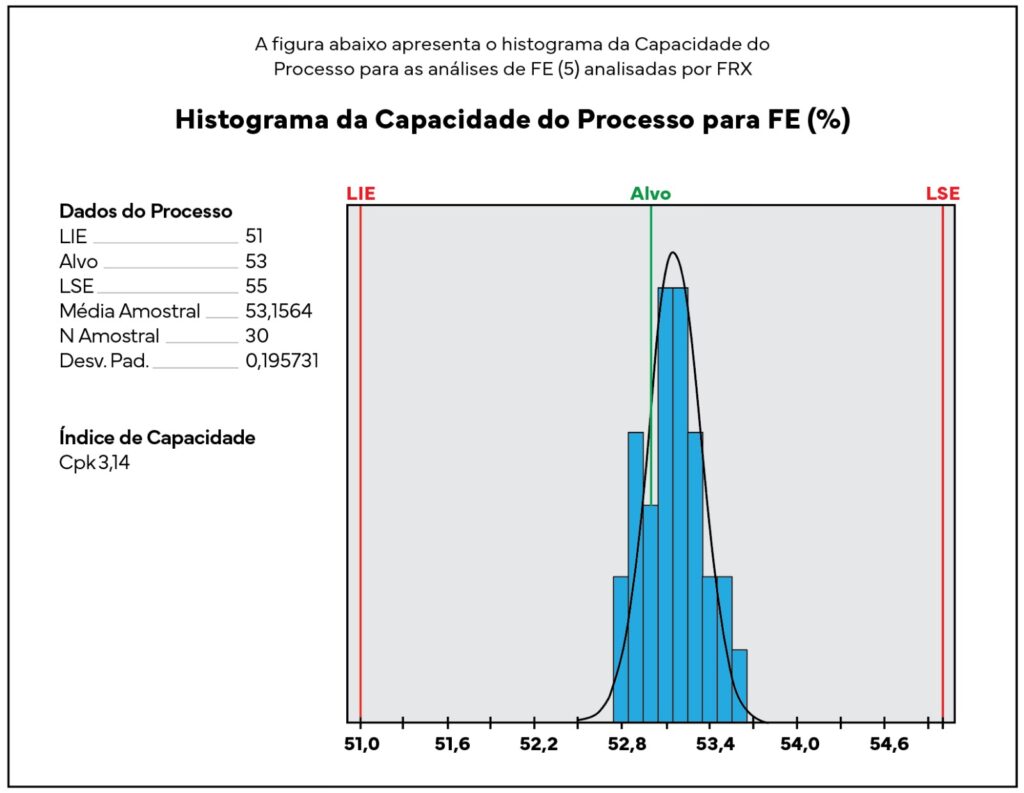
A Figura abaixo apresenta o histograma da Capacidade do Processo para as análises de Fe (%) analisadas por FRX.
Desta forma, é possível constatarmos que nem todo produto ou processo contendo um defeito é um produto/processo defeituoso e que Limites de Especificação não devem ser utilizados como Limites de Controle.
